Как правильно заточить сверло
Содержание:
- Обзор видов
- Особенности заточки сверла
- Правильная форма заточки – залог эффективной работы
- Дополнительные приспособления для станка
- Как изготовить станок своими руками
- Самодельные приспособления для заточки
- Двигатель — главная часть наждака
- 4 Prostormer PTET1058
- Как понять, что сверло затупилось
- Виды устройств для заточки свёрл
- Сверла по нержавейке — какие стоит брать, а какие нет?
- Как изготовить станок для заточки спиральных сверл
Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична


По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.




Особенности заточки сверла
Основными правилами, обеспечивающим качественную заточку являются:
- за один проход необходимо снимать незначительный слой металла;
- в процессе выполнения работы выполняется неоднократное охлаждение сверла в водном или водно-содовом растворе;
- скорость вращения наждачного круга должна быть минимально возможной;
- сверло, во время заточки, не должно перегреваться;
- в процессе выполнения работы сверло направляется против движения абразивного круга.
Объем и характер выполняемой работы зависят от вида его износа режущего инструмента. Износ можно квалифицировать по:
- задней поверхности;
- перемычки;
- уголкам;
- фаске;
- передней поверхности.
В зависимости от вида заточки сверла, его технических характеристик, а также назначения, рекомендуются следующие виды их обработки, как-то:
| Вид заточки | Диаметр | Назначение и характеристики угла заточки |
|---|---|---|
| Одинарная нормальная – «Н» | до 12,0 мм | Для универсального применения. Угол– в соответствии с обрабатываемым материалом. |
| Одинарная с подточкой перемычки – «НП» | до 12,0 мм | Для обработки стального литья. Угол– 115-120°. |
| Одинарная с подточкой перемычки и ленточки – «НПЛ» | свыше 12,0 мм | Для стали и стального литья, а также чугуна. Угол– 115-120°. |
| Двойная с подточкой перемычки – «ДП» | свыше 12,0 мм | Для стали и чугуна с неснятой коркой. Заточка выполняется под двумя углами: 116-118° и 70-75°. |
| Двойная с подточкой перемычки и ленточки – «ДПЛ» | свыше 12,0 мм | Для универсального использования. Угол– в соответствии с обрабатываемым материалом. |
| По методу Жирова | свыше 12,0 мм | Используется при обработке хрупких материалов. Основной угол заточки – 118*, дополнительные – 70° и 55°. |
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.

Дополнительные приспособления для станка
 Станок для заточки сверл можно существенно усовершенствовать, если оснастить его дополнительными приспособлениями. Ниже рассмотрим их характеристики.
Станок для заточки сверл можно существенно усовершенствовать, если оснастить его дополнительными приспособлениями. Ниже рассмотрим их характеристики.
Так, шаблон для проверки можно сделать из листа тонкого металла диаметром в 1 мм. Для этого подойдет медь или алюминий. С помощью шаблона можно выявлять углы рядом с острием и между перемычками и рабочими краями, а также их продолжительность. Поскольку задний угол заточки сверла таким образом проверить вряд ли получится, можно выверить угол заострения. Шаблон вырезают перед первым применением сверла.
Также из полосок металла можно сделать маленькую приставку – направляющую, которую фиксируют на корпусе станка болтами. При работе станка сверло кладут на нее и подводят к точильному камню.
Угломер можно сделать посредством нанесения деления углов заточки на подставке. Можете отрезать немного металлического транспортира с угловыми отметками и прикрепить к подставке. Отрезать следует часть с углами от 30 градусов, поскольку при заточке более мелкие не применяются.
Значительно облегчить процесс заточки можно с помощью устройства, которое состоит из фиксированной станины и державки с отверстиями для вставки резаков разных размеров. При этом державка снимается. Станину делают из досок 50 мм, затем к ней крепят под углом в 32 градуса рейку, а она выставляет державку с инструментом под нужным углом.
Своими руками державку можно выпилить из бруска, его поверхность снимается под углом в 65 градусов, а скошенной частью кладут к рейке. В зависимости от типа заточки определяются и углы скашивания державки и рейки.
Также усовершенствовать работу станка по заточке сверл можно с помощью многофункционального механизма, который включает в себя такие элементы, как:
- транспортир;
- роликовые салазки;
- сверлильный патрон;
- вал;
- направляющая.
Направляющая должна быть широкой, а к ней прикрепляют транспортир. Для оси поворота есть болт, который вставляют в отверстие. С поворотной части ставят подвижную пластину и направляющие. На пластине нужно зафиксировать трубку и ось, которая с одной стороны заканчивается сверлильным патроном, а со второй рукояткой. Упорная пластина перемещаться будет с помощью резьбовой оси.
Внизу упорной пластины расположен ограничитель, который указывает нужный угол смещения и фиксирует в требуемом положении.
Принцип работы заточного механизма такой:
- сверло в патроне фиксируем;
- под требуемым углом стопорим упорную пластину;
- рукояткой по продольной оси вращаем инструмент;
- отмечается угол;
- резак переворачивается на 90 градусов и может обработать вторую часть сверла до определенного угла.
Как изготовить станок своими руками
Для заточки спиральных сверл может быть использован любой точильный станок (агрегат), работающий от электрической сети 380/220 Вольт, оснащенный наждачным кругом и оборудованный специальным приспособлением, обеспечивающим фиксацию затачиваемого сверла под определенным углом к оси вращения абразивного элемента устройства.
Основные требования к специальным приспособлениям, обеспечивающих качественное выполнение работ:
- Ось приспособления должна совпадать с осью вращения абразивного круга. Она может быть с ней в одной горизонтальной плоскости или быть несколько выше нее.
- Используемое оборудование и приспособления должны быть надежно закреплены.
- Конструкция приспособления должна давать возможность выполнять заточку сверла под различными углами, в зависимости от потребности пользователя.
Для изготовления одного из вариантов подобных устройств понадобится:
- Ручной слесарный инструмент, углошлифовальная машинка («болгарка»), сварочный аппарат.
- Листовая сталь толщиной 3,0 – 4,0 мм, а также стальная трубка небольшого диаметра, имеющаяся в наличии.

Листовая сталь
Работы по изготовлению станка выполняются в следующей последовательности:
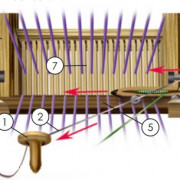
- Используемый точильный станок (№5 на схеме) прочно закрепляется на выбранной поверхности.
- Из полосовой стали изготавливается площадка (№1 на схеме), на которой будет закрепляться сверло (№3 на схеме).
- Форма площадки может быть произвольной, единственное условие – в месте расположения сверла посредством «болгарки» делается канавка.
- На площадке просверливаются отверстия (№6 на схеме), служащие для закрепления крепежной пластины (№2 на схеме), а также отверстия, обеспечивающие соединение приспособления к точильному станку (на схеме не указаны).
- Форма и размер крепежной пластины могут быть произвольными.
- Из металлической трубки и полосовой стали изготавливается узел крепления к основанию точильного агрегата. Наличие трубки позволяет обеспечить перемещение приспособления в вертикальной плоскости – появляется возможность изменять угол заточки сверла.
- Узел крепления приспособления для заточки к корпусу точильного станка зависит от вида и устройства блока защиты наждачного круга (№4 на схеме), а также наличия упора (площадки) конкретного наждачного агрегата.
- При желании узел крепления может быть оборудован дополнительными элементами, обеспечивающими колебательное движение приспособления в горизонтальной плоскости, что позволит обеспечить требуемую артикуляцию в процессе выполнения работ.
- После того, как все элементы приспособления собраны, оно крепится к упору (кожуху) точильного станка и проверяется работоспособность изготовленного приспособления.
Самодельные приспособления для заточки

созданном по чертежу
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Двигатель — главная часть наждака
Устройство самодельного наждака.
Основной рабочий инструмент наждака — точильный камень, но без мощного электрического мотора много пользы из него не извлечь. Двигатель оптимальных размеров и мощности можно достать из старой стиральной машинки советского производства, благо их легко можно найти на ближайшем рынке или в газете объявлений в рубрике «отдам бесплатно». Большинство стиральных машинок такого типа, несмотря на их довольно преклонный возраст, имеют полностью рабочий двигатель. Его мощность составляет около 100-200 Вт в зависимости от модели. Этого вполне достаточно для домашнего наждака. Скорость вращения ротора должна быть не более 1500, а лучше 1000 оборотов в минуту, иначе повышается риск разрушения точильного камня во время работы, что тянет за собой трагические последствия.
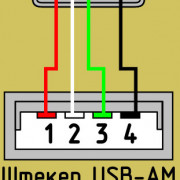
Двигатели стиральных машин старого образца представлены преимущественно асинхронными моделями. Это значит, что простая модификация устройства позволит изменить направление вращения ротора. Для этого, меняют местами точки подключения пусковой или рабочей обмотки.
Стандартный двигатель стиральной машины имеет 4 выхода: два из них — для подключения к сети, еще два — для подсоединения пускателя. Отличить их друг от друга можно по сопротивлению. Вооружитесь обычным тестером и произведите замеры сопротивления. Для рабочей обмотки, которая подключается к сети, оно будет составлять 12 Ом, в то время как для пусковой данный параметр равен 30 Ом. Поменяв места подключения одной из обмоток местами, мы получим в результате вращение ротора в обратную сторону.
4 Prostormer PTET1058

Стационарная бытовая точилка, главный плюс которой заключается в невысокой цене при относительно неплохом уровне качества. PTET1058 не нуждается в дополнительных приспособлениях, требуется лишь подключить устройство к розетке, и оно будет готово к работе. Аппарат подходит для обработки сверл от 3 до 12 мм и имеет диаметр шлифовального диска в 75 мм.
Основная претензия многих пользователей – сложность процесса заточки. В комплект с самой точилкой входит инструкция на английском языке, в Интернете размещены и видеоуроки, но разобраться с тем, как правильно контролировать угол заточки сверла не так уж и просто. Однако те, кому все же удалось освоить тонкости процесса, отзываются об устройстве весьма положительно.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Виды устройств для заточки свёрл
Устройство для заточки — это автоматизированное оборудование, которое имеет узкую специализацию и предназначается только для оттачивания свёрл. Различают следующие виды этих приспособлений, исходя из сферы их использования:
- Промышленные. Они имеют большую мощность. На них можно точить разнообразные свёрла, диаметр которых превышает 20 миллиметров. Главным предназначением этого устройства является интенсивная работа с высокой степенью профильной специализации на крупных предприятиях. Сверло в промышленном оборудовании затачивается в частичном или полном автоматическом режиме под необходимым углом при помощи узла закрепления (специального зажима).
- Бытовые. Применяются в домашних условиях или на небольшом предприятии. Эти станки отличаются мобильностью, компактностью и небольшой мощностью. На них можно оттачивать свёрла маленького и среднего размера, которые чаще всего используются в быту.
Станок, применяемый в быту для заточки сверла, перед остальными приспособлениями и устройствами, которые используются для того, чтобы восстановить остроту инструмента, имеет ряд важных преимуществ. Основными из них являются такие:
- Удобная эргономичная система управления способна обеспечить регулирование интенсивности и скорости заточки.
- Имеет компактный размер и небольшой вес.
- Купить его может любой домашний мастер, так как цена доступна каждому.
- Высокий уровень функциональности и точности заточки.
- Простота эксплуатации.
- Высокая степень производительности.
- Работает от электросети со стандартным значением напряжения.
https://youtube.com/watch?v=MeP51jVHfxs
Бытовые станки
 Все точилки для свёрл, применяемые в быту, рассчитаны на то, чтобы затачивать спиральные свёрла по металлу, которые состоят из быстрорежущей стали, конструктивно заложенного в оборудование, определённого диапазона диаметров.
Все точилки для свёрл, применяемые в быту, рассчитаны на то, чтобы затачивать спиральные свёрла по металлу, которые состоят из быстрорежущей стали, конструктивно заложенного в оборудование, определённого диапазона диаметров.
На многих станках можно точить инструмент, который оснащён твёрдосплавными пластинами. Для такой процедуры в комплект входит или покупается отдельно алмазный круг. В основном они могут затачивать сверлильный инструмент с углом конуса при вершине от 90 до 140 градусов по задней поверхности, выполняя подточки и затыловки поперечной режущей кромки.
Для свёрл по металлу выпускаются и специализированные модификации:
- трёхзубые;
- высокопроизводительные;
- с затыловкой двухплоскостной;
- левые и др.
В домашней эксплуатации наиболее удобно применять станки с универсальным патроном для зажима свёрл разного диаметра в пределах технически допустимых размеров, а также те устройства, в комплекте с которыми идёт набор съёмных патронов, крепящихся на корпусе самого устройства. Так они в любой момент под рукой.
Как правило, такое оборудование оснащено окном, через которое видно центрирование сверлильного инструмента в рабочей зоне. В комплект входят и стандартные принадлежности:
- Запасные детали.
- Ключи.
- Комплект цанг.
- Круги эльборовые.
Могут дополнительно поставляться такие элементы, как светильник для рабочей зоны, дополнительный набор цанг, алмазные круги. Самыми распространёнными марками являются GS, Drill Doctor и их аналоги китайского производства.
По диапазону размеров свёрл, которые подлежат обработке, станки выпускаются двух видов: диаметр которых колеблется в диапазоне 2−13 мм и 13−34 мм. Их недостатком является то, что невозможно оттачивать очень тонкие свёрла.
Для того, чтобы заточить сверло малого диаметра необходим специальный станок. Одним из таких является ВЗ-389СП. Он предназначается для оттачивания инструмента диаметром 0,4−4 мм и оснащён 30-кратным оптическим устройством для того, чтобы контролировать процесс.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
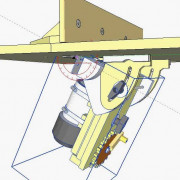
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.