Как сделать ручной гибочный станок для арматуры своими руками
Содержание:
- 4 Как согнуть арматуру руками – дешево и сердито
- Самодельный, стационарный ручной станок для гибки
- Технические проблемы
- Конструкция самодельного станка
- Как сделать приспособление для гибки арматуры
- Схемы электропроводки
- Требования к гибке арматурных стержней
- Функции
- Немного о технологии холодной гибки арматуры
- 2 Устройства для гибки арматурных прутков
- Ручной арматурогиб своими руками. Чертёж, описание
- Гибка арматуры без специального устройства
- Как сделать приспособление для гибки арматуры
- Принцип сгибания арматуры
- Устройство приводного арматурогиба
- Делаем станок своими руками
4 Как согнуть арматуру руками – дешево и сердито
Когда специальные устройства отсутствуют, то можно, конечно, в ряде случаев обойтись и без них. Но необходимо помнить, что ручная гибка арматуры на порядок травмоопасней, чем на станке. Любое непродуманное действие, движение может привести к тому, что пруток или импровизированные приспособления спружинят или выскользнут и нанесут повреждение горе-мастеру.
Тонкие прутки до 8 мм при хорошей физической подготовке можно сгибать вручную даже без каких-либо приспособлений. Качество будет соответствующее – радиус сгиба будет слишком велик. Такая арматура вряд ли в полной мере выполнит возложенные на нее функции по укреплению фундамента.

Использование двух стальных труб значительно улучшит результат и позволит сгибать более толстые прутки. Чем длиннее трубы, тем больше может быть диаметр арматуры, и меньшие усилия потребуются. Схема работы – стержень фиксируют в одной трубе, а вторую надевают на выступающий конец заготовки и используют, как рычаг. Тонкие прутки можно будет сгибать прямо от земли, наступив на упорную трубу. Более продвинутый вариант – когда фиксирующая труба укрепляется до неподвижного состояния на верстаке в тисках, в земле (вкапывается, бетонируется) или другим способом.
Другой вариант с применением труб, когда в землю прочно вбивают 2 штыря, используемые в качестве упора для прутка на месте сгиба. Арматуру заводят между штырями. Обе трубы выполняют роль рычага. Вместо штырей можно использовать 2 близко растущих дерева, но защитникам природы это очень не понравится!

Можно также использовать нерекомендуемые способы, упомянутые выше, но только если это не отразится на надежности конструкции, или когда не важен результат. Гибка арматуры своими руками в этом случае начинается с закрепления прутка (необязательное условие). Место сгиба надрезают или раскаляют, а затем гнут арматуру в нужную сторону. При необходимости используют молоток или трубы.
Арматуру нужно сгибать правильно, ведь от этого зависят надежность и долговечность  железобетонных конструкций, а в случае с фундаментом, и всего здания.
железобетонных конструкций, а в случае с фундаментом, и всего здания.
Рассмотрим, как согнуть металлические прутки, избежать ошибок и какие инструменты помогут.
Предупредить воздействие разрушительных сил на будущий фундамент можно с помощью армирующего каркаса. Это повысит срок жизни не только бетонного основания, но и дома.
Самодельный, стационарный ручной станок для гибки
Для работы с большими объемами по изменению профилей арматуры, возникает необходимость использовать стационарные приспособления для изгибания армированных прутов. Такие приспособления позволяют обеспечить выполнение достаточного количества операций, необходимых например, при сооружении бетонных монолитных конструкций.
В основе конструкции стационарного устройства лежит использование станины, на которой крепится упорный блок и приспособление позволяющее осуществить изгиб (рычаг).
Кроме того, если в наличии нет готовых упоров из прочного материала необходимых диаметров, возникает необходимость использование токарного станка. Если нет возможностей использовать токарный станок по изготовлению упоров, то можно взять арматуру больших поперечных сечений. Среди основных инструментов для изготовления станка, можно выделить:
• сварочный аппарат (резака); • электродрель снабженную сверлами по металлу; • молоток; • напильник.
При изготовления станка понадобятся такие материалы:
• листовое железо (толщиной от 10 миллиметров) для выполнения основы; • листовое железо (толщиной от 6 миллиметров) для выполнения петли; • металлический уголок (толщиной от 10 миллиметров) для выполнения основания устройства (станины); • шпильки (армированный прут или «пальцы») диаметром в зависимости от того с какой арматурой планируется проведение изгибания (обычно для работ поперечного сечения от 6 до 12 миллиметров необходимы шпильки с поперечным сечением 55-60 миллиметров) для изготовления упоров; • труба для изготовления ручки – рычага длиной от 500 миллиметров и диаметром около 25 миллиметров. Среди основных деталей конструкции такого стационарного ручного станка по изгибанию арматуры выделяются:
• станина; • ножки станины; • основание приспособления; • упоры (шпильки) – три штуки; • петля; • рукоять-рычаг. Процесс изготовления такого приспособления, сводиться к разметке материала, сварке станины и ножек устройства. Причем высоту расположения основания приспособления необходимо подобрать с учетом среднего роста работника, который будет выполнять процесс изгибания арматуры.
Затем из листового железа изготавливается основание станка, на котором с помощью сварочного аппарата крепятся шпильки и петля с рукоятью –рычагом.
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация
Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Станок СГА-1 для гибки арматуры. Фото Станочный мир
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Конструкция самодельного станка
 Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри. Расстояние между штырями диктуется максимальным диаметром обрабатываемой арматуры. Чтобы на таком ручном станке можно было гнуть прутки Ø6−12 мм, ножки станины надежно фиксируются на полу.
Ручной станок имеет довольно простую конструкцию, и для самостоятельного его изготовления достаточно обратиться к грамотному чертежу приспособления. Основой служит металлическая станина, к которой приваривается штырь круглого сечения или обыкновенный уголок. Другим элементом является поворотная платформа, к которой приваривается рычаг, гибочный и центральный штыри. Расстояние между штырями диктуется максимальным диаметром обрабатываемой арматуры. Чтобы на таком ручном станке можно было гнуть прутки Ø6−12 мм, ножки станины надежно фиксируются на полу.
Все элементы переносного самодельного станка фиксируются на массивной плите. Эта, также переносная, плита на месте работы может крепиться болтовыми соединениями или с помощью специальных штырей, приваренных к ее нижней части. Самодельный станок может использоваться лишь для сгибания металлических прутков, чей диаметр не больше 10 мм.
Как сделать приспособление для гибки арматуры
Небольшого диаметра стержни можно гнуть на простых приспособлениях. Для изготовления рамок, хомутов из прутов 6-8 мм можно использовать деревянную опору (кусок бревна) и три куска арматуры в качестве упоров. Два стержня забиваются в опору по одной оси, один между ними – на расстоянии от оси, равном диаметру сгибаемой арматуры. Тонкую арматуру можно также гнуть об уголок с нижним упором, приваренном к любой вертикальной поверхности (стене, столбу).
Конструкция самодельного гибочного станка
Самодельный гибочный станок – более сложное и более надёжное устройство. Арматурогиб своими руками изготавливается из металлической пластины не меньше 6-8 мм толщиной и арматурных прутков, уголков.

Последовательность действий
- Изготовить основание станка (станину). Чем больше диаметр стержней, которые планируется изгибать на инструменте, тем надёжней станок должен быть закреплён на полу.
- К станине приварить металлическую плиту с заранее приваренным осевым штырём или уголком, на который будет опираться арматурный стержень.
- Соорудить поворотную платформу. На платформе монтируются рычаг (в качестве рычага можно использовать кусок трубы) и центральный и гибочный штыри (упоры), вокруг которых будет гнуться арматура.
Расстояние между упорами выбирается исходя из максимального размера сгибаемой арматуры. Чертежи самодельного арматурогиба, приведены на рисунке ниже:

Самодельные против заводских
Как можно видеть из статьи, изготовить самодельный станок достаточно просто и дёшево. Однако, заводские ручные арматурогибы стоят ненамного дороже самодельных и имеют качество сборки лучше кустарного. За изготовление самодельного станка имеет смысл взяться тому, у кого уже есть опыт изготовления самодельных инструментов.
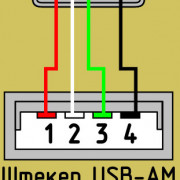
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.

Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
Немного о технологии холодной гибки арматуры
Применяя в качестве исходной заготовки стандартные горячекатаные прутки по ГОСТ Р 5244 — 2006, стоит напомнить, что гибке арматуры практически всегда предшествует отрезка «в размер». Поэтому соответствующий гибочный станок должен иметь две рабочих позиции.
Основными эксплуатационными параметрами гибки арматуры являются:
- Угол гиба.
- Максимальный изгибающий момент.
- Допустимое сопротивление металла.
- Производительность процесса.
Различают свободную и калибрующую гибку. ГОСТ Р 5244 – 2006 предусматривает для производства арматуры преимущественно низкоуглеродистую сталь круглого поперечного сечения диаметром от 6 до 80 мм. Однако иногда условия строительства и требования по прочности строительной конструкции вынуждают использовать высокопрочную арматуру классов A-III, A-IV, A-V и A-VI, которая изготавливается из среднелегированных и высокоуглеродистых сталей типа 25ГС, 80С, 32Г2Рпс и т. п. Такие материалы характеризуются повышенными упругими свойствами, и после гибки заметно распружиниваются.
Арматурогиб, рассчитанный на работу со всеми марками металла, должен работать по принципу калибрующей гибки, когда конструкцией станка предусматривается жёсткий подпор заготовки в течение всего хода деформирующего инструмента. По той же причине оборудование не должно иметь электропривод, который не позволяет оставить под давлением деформируемый участок прутка. В то же время ручное управление арматурогибом, хотя и утомительнее, зато обеспечивает более точную фиксакцию рабочего угла гиба.
Во всех остальных случаях гибка арматурных прутков может выполняться по свободной схеме, когда перед гибкой фиксируются только торцы заготовки. Станок получается конструктивно более простым, и обладает меньшим весом.
Учёт угла сопротивления металла β проще всего можно проводить, пользуясь приводимой далее таблицей. Здесь r – радиус гибки прутка, R — половина диаметра исходной заготовки.
| Материал прутка | Значение β, град, при значениях r/R, до | |||||
| 1 | 2 | 4 | 6 | 10 | 15 | |
| Ст.3 | 2,0 | 2,6 | 4,3 | 5,0 | 6,3 | 8,4 |
| Ст.5, Ст. 5Гпс | 2,0 | 2,9 | 4,6 | 6,0 | 7,0 | 8,8 |
| 10Г2С, 12ГС | 2,3 | 3,2 | 4,8 | 6,5 | 7,5 | 9,0 |
| 30ГС | 2,3 | 3,5 | 5,3 | 7,0 | 8,5 | 11,4 |
| 32Г2Рпс | 2.5 | 4,0 | 6,0 | 7,5 | 9,5 | 13,0 |
Во избежание трещин, складок и прочих дефектов, которые могут возникнуть при гибке арматуры, необходимо учитывать минимальные значения угла гиба rmin, которые также определяются материалом заготовки:
- для стали Ст.3 допустимое отношение rmin/R≤ 0,52;
- для стали Ст.5 допустимое отношение rmin/R≤ 0,67;
- для стали Ст.5Гпс допустимое отношение rmin/R≤ 0,83;
- для стали 10Г2С допустимое отношение rmin/R≤ 1,10;
- для стали 30ГС допустимое отношение rmin/R≤ 1,32.
2 Устройства для гибки арматурных прутков
За историю развития технологий строительства и металлообработки человечество изобрело далеко не одно приспособление для гибки арматуры. Принцип действия у всех одинаков, а отличие состоит в конструкциях оборудования и диаметре сгибаемой арматуры, зависящих от модели.
Деталь, подвергаемую изменению, фиксируют между центральным и упорным роликом (валом) устройства. Третьим роликом (гибочным) металл изгибают в нужную сторону на требуемый угол. Закругление можно делать как по часовой стрелке, так и против. Препятствием для деформации вдоль всей длины служит упорный вал, не позволяющий провернуться или сдвинуться незадействованной части заготовки.
Основных вариантов оборудования два:
- ручные модели;
- с механическим приводом.
Приводные станки, кроме специальных, действуют по одной схеме. Рабочим органом является диск, который насажен на вертикальный вал и вращается в горизонтальной плоскости. На диске установлены изгибающий и центральные пальцы – между ними закладывают арматуру. Упорный ролик закреплен на стойке – арматура упирается в него при вращении диска и изгибается вокруг центральной втулки под действием изгибающего пальца, который двигается по наружной поверхности прута.

Станки отличаются по мощности, производительности и подразделяются на 3 группы в зависимости от назначения:
- для легкой арматуры – диаметр прутков 3–20 мм;
- тяжелой – 20–40 мм;
- сверхтяжелой – 40–90 мм.
Подобное устройство для гибки арматуры способно согнуть несколько прутков одновременно. Выпускается также оборудование для диаметров 3–90 мм. Если необходимо изготовить сложную конструкцию с переменными углами сгиба, то лучше всего подойдет гидравлический станок. Он позволяет гнуть прутки более качественно, без образования на поверхности заготовки изломов и складок, сопровождающих напряжение металла. На таком станке можно выполнить изгиб под углом до 180°.

Выбор оборудования для гибки определяется диаметром арматуры и объемом работ. Прежде чем приступить к обработке металла, следует учесть, что разные части прутка подвергаются различным напряжениям, внешняя – растяжению, а внутренняя – сжатию. Неправильный выбор станка или его неграмотное применение могут привести к появлению не только складок и изломов, но и к повреждению арматуры. Поэтому необходимо точное определение всех размеров заготовки, соответствующая настройка оборудования и правильная фиксация в нем прутка.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Гибка арматуры без специального устройства
Когда нельзя использовать станок для сгибания арматуры, некоторые стараются выполнить процедуру, используя подручные средства. Однако тут нужно помнить, что подобная самодеятельность может стать причинной получения серьезных травм: арматура может отпружинить и нанести увечья.
При хорошей физической форме гибка арматуры может быть произведена без станка, если диаметр прутка не больше 8 мм. Но есть большая вероятность того, что сгиб будет чрезмерно большим, и гнутый пруток не будет отвечать предъявленным к нему требованиям.
Заметно улучшить результат позволит самодельное устройство из двух стальных труб, при помощи которых в домашних условиях может быть выполнено даже сгибание прутков большого диаметра. Увеличить диаметр арматуры позволит использование очень длинных труб.
Схема работы самодельного гибщика арматуры довольно проста: один конец арматуры фиксируется в одной трубе, а вторая труба надевается на свободный конец прута. Чтобы согнуть прут, наступают на одну из труб, вторую же вместе с концом арматуры, находящейся в ней, поднимают вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, врыть в землю или даже забетонировать.
Как сделать приспособление для гибки арматуры
Если все-таки объем работ большой и у вас вполне хватает технических знаний, то сделать своими руками ручной гибочный станок для арматуры вполне по силам каждому, поэтому тем более не стоит покупать его на строительном рынке.

Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм.
По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием. - Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.
Принцип сгибания арматуры
Принцип работы гибочного станка основан на том, чтобы арматура прочно фиксировалась (одного или двух концов) и по нажатию оператора, усиленного рычагом или системой рычагов, сгибалась под нужным углом.

Согласно строительным нормам, угол сгиба стержня должен быть таким, чтобы в готовом ЖБ-изделии бетон не повредился и не покрошился на месте сгиба. Не допускается изгиб стержня по надрезу или под действием повышенной температуры – это снизит прочностные характеристики прута, и, как следствие, будущей конструкции.
Арматуру можно гнуть только «на холодную». Самый простой гибочный станок состоит из двух соединенных болтом уголков. В наипростейшем, но не самом надёжном, варианте их можно даже не сваривать между собой.
Выполнение изгиба
При выполнении изгиба следует соблюдать строительные нормативны для конкретного типа арматуры: например, допустимый угол загиба А-III составляет 90 градусов, при условии, что радиус загиба не меньше 6-8 диаметров стрежня. Если арматурный пруток сгибается на 180%, прочность снизится уже на 10%.
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Делаем станок своими руками
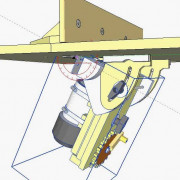
Самодельный станок для арматуры должен быть универсальным, поэтому мы предлагаем вам инструкцию по изготовлению устройства, позволяющего также сделать изгиб уголка, профилированных труб и стальных полос. Чертеж инструмента представлен на изображении:

Схема самодельного станка
Чтобы своими руками изготовить гибщик, потребуется домкрат (подойдет простейшее автомобильное устройство с усилием хотя бы в 2 тонны), швеллер 100 мм (для несущей рамы) и петли для ворот, которые будут использоваться как упорные ограничители. Для изготовления корпуса и пуансона(давящего механизма) нам потребуется стальной угол на 25 и 32 мм и профиль 40*20.
Самодельный инструмент изготавливается с применением сварочного аппарата, болгарки, уровня, молотка, щетки по металлу и разметочных приспособлений (рулетка, мел, линейка).
Пошаговая инструкция по выполнению работ своими руками:
- Первоначально нужно отмерить и нарезать заготовки длиной 5 см из уголков 25 и 32 мм, квадратного профиля и арматурного прутка (с помощью специальных ножниц) диаметром 12 мм.
Заготовки для пуансона
- Далее внутрь профиля ввариваются два отрезка арматуры (для резки арматуры тоже существуют специальные аппараты), а уголки соединяются между собой. Профиль 35 мм стыкуется по всей плоскости, 25 мм — торцевыми частями, с его помощью пуансон будет фиксироваться на домкрате.
Сборка пуансона
- Блоки заготовок свариваются между собой и закрепляются на упорной пластине домкрата. Положение пуансона необходимо контролировать уровнем, отклонения в горизонтальной плоскости недопустимы.
Установка пуансона на домкрат
- Далее нужно изготовить самодельный Т-образный каркас гибщика. Рама выполняется из прямоугольного профиля, высота конструкции — 40 см, ширина — 30 см.
Рама станка
- Чтобы домкрат не перемещался по станине при гибке, к горизонтальной части рамы привариваются ограничительные упоры.
Ограничительные упоры
- На боковые стенки вертикальной рамы привариваются уголки 25 мм, на которых фиксируются петли для ворот, выступающие в качестве упоров. Расстояние между торцевой частью пунсона и упоров должно соответствовать диаметру арматуры, с которой планируется работать.
Готовый станок
Полученное самодельное приспособление изготавливается предельно просто, но в результате вы получаете эффективное устройство, использование которого не требует физических усилий, в отличие от дешевых заводских инструментов рычажного типа.

Станок в работе
Ориентировочный затраты на самодельный инструмент — от 1 до 2 тысяч (стоимость домкрата + цена воротных петель), уголки и отрезки профиля стоят копейки. Затраты времени на сборку гибщика своими руками — 3-4 часа.